

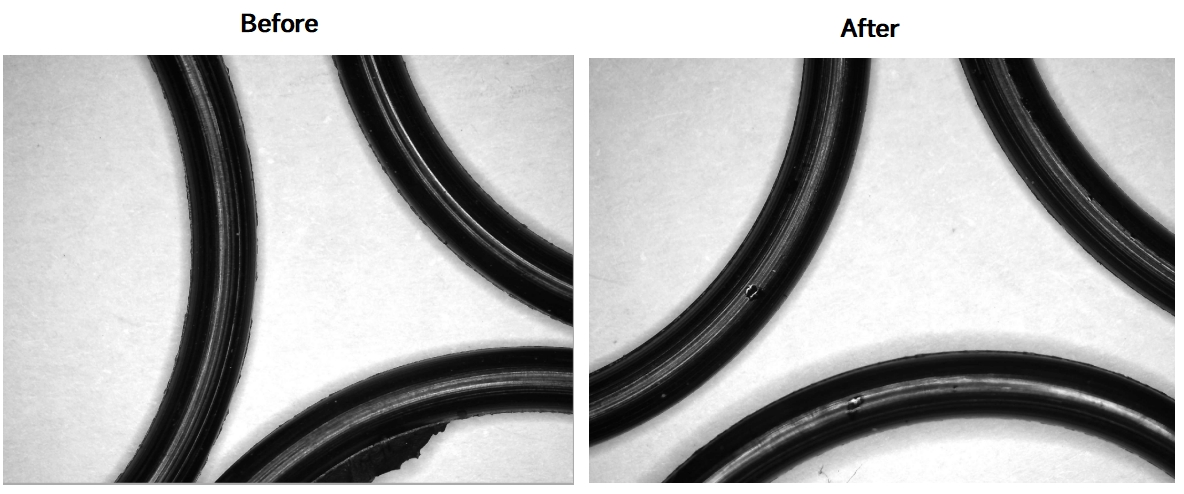
เมื่อไม่นานมานี้ โอริงที่ทำจากเอทิลีนโพรพิลีนไดอีนโมโนเมอร์ (EPDM) ของลูกค้ายังคงมีรอยขรุขระเล็กน้อยหลังจากผ่านกระบวนการขัดเงา ทำให้ไม่ผ่านการตรวจสอบคุณภาพขั้นสุดท้าย เนื่องจากมีกำหนดส่งงานที่กระชั้นชิด ลูกค้าจึงติดต่อ STMC อย่างเร่งด่วนเพื่อขอความช่วยเหลือ การขจัดคราบด้วยความเย็นจัดบริการด้วยความเชี่ยวชาญระดับมืออาชีพของ STMC ทำให้สามารถควบคุมการเกิดเสี้ยนได้อย่างแม่นยำภายในขอบเขตที่กำหนด0.03 มม.ตรงตามมาตรฐานระดับสูงของลูกค้าอย่างเต็มที่
การกลิ้ง ≠การลบคมอย่างสมบูรณ์? โซลูชันที่เหมาะสมกับวัสดุแต่ละชนิดคือกุญแจสำคัญ
ในตอนแรก ลูกค้าเข้าใจว่าการขัดเงาด้วยเครื่องหมุนเพียงอย่างเดียวก็เพียงพอต่อความต้องการด้านความแม่นยำแล้ว อย่างไรก็ตาม การตรวจสอบภายหลังพบว่า เนื่องจากความยืดหยุ่นสูงและมีเสี้ยนแข็งของ EPDM การขัดเงาด้วยเครื่องหมุนจึงไม่สามารถกำจัดเศษผงขนาดเล็กออกไปได้อย่างหมดจด กรณีนี้จึงยืนยันได้ว่าวัสดุและโครงสร้างผลิตภัณฑ์ที่แตกต่างกัน จำเป็นต้องใช้โซลูชันการลบคมที่เหมาะสมเฉพาะด้าน—การพึ่งพาเพียงกระบวนการเดียวอาจส่งผลเสียต่อคุณภาพขั้นสุดท้าย
การระเหยด้วยความเย็นจัด: รับประกันความแม่นยำและประสิทธิภาพ
STMCเทคโนโลยีการขจัดคราบด้วยความเย็นจัดกระบวนการนี้ใช้ความร้อนต่ำมากเพื่อทำให้เสี้ยนเปราะบาง จากนั้นจึงใช้การพ่นด้วยความเร็วสูง ทำให้สามารถกำจัดเศษวัสดุที่เหลืออยู่ได้อย่างแม่นยำ โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนยางที่มีความยืดหยุ่นและสามารถเปลี่ยนรูปได้ ในโครงการนี้ ทีมงานได้ตอบสนองอย่างรวดเร็ว ส่งมอบงานลบเสี้ยนที่มีความแม่นยำสูงและไม่ก่อให้เกิดความเสียหายภายในกำหนดเวลา ช่วยแก้ไขวิกฤตเร่งด่วนของลูกค้าได้สำเร็จ
เอสทีเอ็มซีข้อได้เปรียบหลักของ
การควบคุมที่แม่นยำ: สามารถลบคมได้อย่างหมดจดจนถึงระดับ0.01 มม.โดยเป็นไปตามมาตรฐานที่เข้มงวดของอุตสาหกรรมยานยนต์และการแพทย์
ความอเนกประสงค์ของวัสดุ: สามารถแปรรูปซิลิโคน, FKM, EPDM และวัสดุอื่นๆ ได้อย่างมีประสิทธิภาพ
บริการสนับสนุนการสั่งซื้อด่วนบริการประมวลผลด่วนเพื่อช่วยให้ลูกค้าคว้าโอกาสทางการตลาด
บทสรุป
การขัดเงาด้วยความร้อนและความเย็นจัดไม่ใช่กระบวนการที่ทดแทนกัน แต่เป็นกระบวนการที่เสริมซึ่งกันและกัน STMC แนะนำให้ประเมินคุณสมบัติของวัสดุและข้อกำหนดของผลิตภัณฑ์ล่วงหน้าเพื่อเลือกวิธีการขัดเงาที่เหมาะสมที่สุด สำหรับการปรึกษาทางเทคนิคหรือกระบวนการหากคุณต้องการบริการต่างๆ โปรดติดต่อ STMC วันนี้!
วันที่เผยแพร่: 27 มิถุนายน 2568



